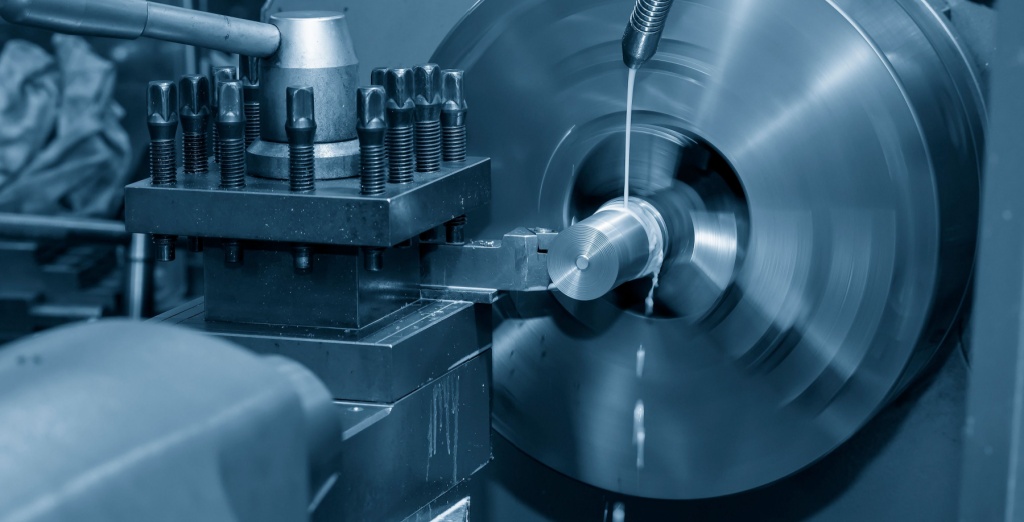
A lathe machine is the right fit when the part depends on turned geometry, controlled diameters, smooth surfaces, and features that need to stay centered from one run to the next.
The strongest candidates are usually parts where a lathe machine establishes the most important geometry first, especially when production depends on holding particular shapes and dimensions over time.
Below, we discuss:
- What makes a part a strong fit for a lathe machine.
- Which common part types are best suited for a lathe machine.
- When secondary machining still comes into play.
- How to think about lathe fit in real production work.
Not every part belongs on a lathe, and not every turned part stays on the lathe from start to finish. This article focuses on the kinds of parts that benefit most when the lathe establishes the core geometry first.
What Makes a Part a Strong Fit for a Lathe Machine
Some parts are obvious lathe candidates. Others only make sense once you look at how the geometry, features, and production demands work together.
The best candidates usually share a few things in common:
- Most of the critical geometry is round, centered, or tied to a single axis.
- The part depends on consistent diameters, bores, threads, or concentric relationships.
- A lathe machine establishes the most important features before secondary machining takes over.
- The part needs to hold its geometry across repeat runs, future releases, or longer production schedules.
When a part checks most of those boxes, a lathe machine is often the most efficient place to begin.
Common Part Types That Are Best Suited for a Lathe Machine
Many of the most common lathe parts fall into a few familiar categories, especially when fit, alignment, and rotational accuracy matter to how the part functions.
Parts built around fit, alignment, and rotational accuracy
This group includes:
- Shafts
- Pins
- Bushings
- Spacers
These are common lathe parts because their function depends on diameter control, fit, and alignment within a larger assembly, including production drive shafts.
Parts that need smooth motion or repeated surface contact
This group often includes:
- Rollers
- Pulleys
- Cylindrical tooling components
Smooth surfaces and stable concentricity matter to how these parts perform in motion, which is why they are often a strong fit for a lathe machine, including ink rollers used in packaging lines.
Parts that control flow, sealing, or pressure
Valve bodies and similar components are often strong lathe candidates because they depend on sealing surfaces, threads, diameters, and other turned features that directly affect part performance. Parts like this medical valve body show how a lathe machine can establish the core geometry before other machining finishes the job.
Smaller precision parts with tight geometry demands
This can include:
Medical and instrument components can be strong lathe candidates when the part depends on consistent geometry, clean finished surfaces, and turned features that need to stay controlled from one run to the next.
Parts that begin on the lathe before other machining takes over
Some tooling and automation parts start with turned geometry before moving into secondary operations.
When a Lathe Machine Starts the Work but Does Not Finish the Part
Some parts belong on a lathe even when the finished component still requires additional machining. That usually happens when CNC turning handles the features that set the part up correctly, while other operations finish the details a lathe is not meant to produce on its own.
The lathe handles the features that matter first
For many parts, the lathe takes care of the dimensions and surfaces that drive fit, alignment, sealing, or motion. Once those features are in place, the rest of the work can focus on adding the secondary details instead of trying to recreate the part’s most important geometry later in the process.
Milling, EDM, or drilling may finish the part
That does not mean the component is fully finished once it leaves the lathe. Many parts still need secondary machining for features such as:
- Flats, slots, or pockets
- Cross-holes and off-center drilled features
- Milled mounting surfaces
- Internal profiles better suited to Wire EDM
In those cases, the lathe still does the heavy lifting first. It establishes the geometry the rest of the part depends on, while processes like CNC milling, drilling, or EDM finish the features the lathe does not produce as efficiently on its own.
How to Think About Lathe Fit in Real Production Work
Part fit is not just about shape. In real production, it also comes down to how the part moves through machining, how often it comes back, and how much of the critical geometry the lathe machine can establish before other operations take over.
That usually makes a lathe machine the stronger choice when:
- The part needs to move through production with fewer setups and less handling
- Important geometry has to stay aligned across repeat runs or future releases
- A lathe machine can establish the core features before other machining finishes the part
- The workflow benefits from keeping more of the work tied to the same operation early on
When those conditions are in place, a lathe machine often gives the part a cleaner start and a more manageable path through production.
Choosing the Right Shop for Lathe Machine Work
Not every machine shop approaches lathe machine work the same way. Some can make the part. The better question is whether they can machine it in a way that still makes sense when tolerances, follow-up orders, secondary operations, and production demands start stacking up.
At Roberson Machine Company, we machine turned parts for customers who need reliable production, steady part quality, and a team that can handle both the part itself and the machining decisions behind it. If you are evaluating a part for lathe machine work, contact our team or call 573-646-3996 to talk through fit, production requirements, and next steps.